


የቤት ውስጥ ጭስ አንቴና 698-2700MHz
ባህሪ፡- እጅግ በጣም ጥሩ ገጽታ ለመደበኛ የጣሪያ መጫኛ ተስማሚ። ሰፊ የድግግሞሽ ባንድ፣ ዝቅተኛ የቆመ ሞገድ፣ ጠንካራ የጣልቃ ገብነት ችሎታ።
| እቃ | ዝርዝር መግለጫዎች |
| የድግግሞሽ ክልል | 698~960ሜኸ/1710~2700ሜኸ |
| ጌይን | 3±1dBi/4±1dBi |
| ቪኤስደብሊውአር | ≤2.0/ ≤1.5 |
| የግቤት ኢምፔዳንስ | 50Ω |
| ፖላራይዜሽን | አቀባዊ |
| አግድም የጨረር ስፋት | 360° |
| ቋሚ የጨረር ስፋት | 85±15°/55±15° |
| ከፍተኛ ኃይል | 50 ዋ |
| የአገናኝ አይነት | ኤን-ሴት |
| ዲያሜትር | Ø164x94ሚሜ |
| ቀለም | ነጭ |
| የሙቀት መጠን | ክወና: -40℃~+60℃ |
| አንጻራዊ የእርጥበት ክልል | 5% ~95% |
| የመጫኛ ዘዴ | በዊንችዎች ተስተካክሏል |
የN ወይም 7/16 ወይም 4310 1/2″ እጅግ በጣም ተለዋዋጭ ገመድ የመጫኛ መመሪያዎች
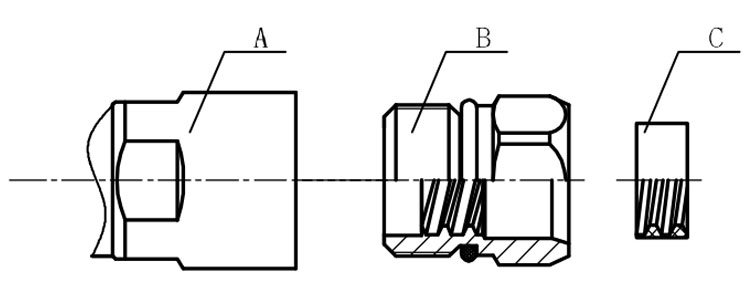
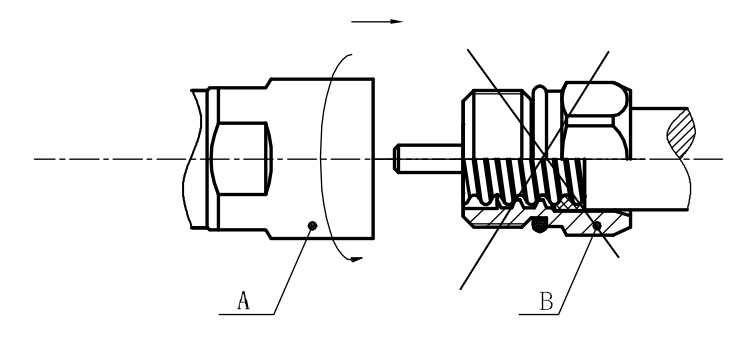
የማገናኛው መዋቅር፡ (ምስል 1)
ሀ. የፊት ፍሬ
ለ. የኋላ ነት
ሲ. ጋኬት
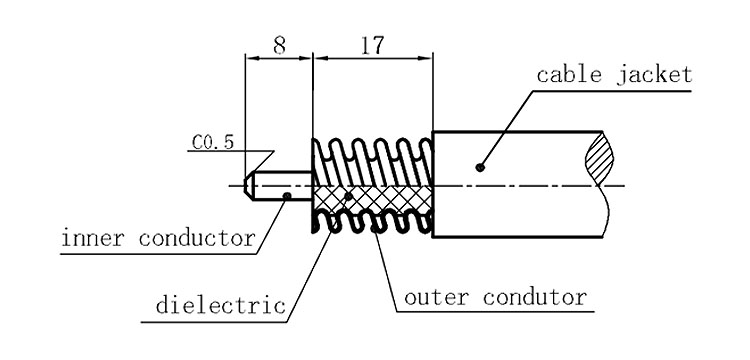
የመቁረጥ ልኬቶች በሥዕላዊ መግለጫው (ምስል 2) እንደሚታየው ናቸው፣ በሚቆርጡበት ጊዜ ትኩረት መስጠት አለብዎት፡
1. የውስጠኛው መሪ የመጨረሻ ገጽ በካምፕ መወጠር አለበት።
2. እንደ መዳብ ሚዛን እና በርር ያሉ ቆሻሻዎችን በኬብሉ መጨረሻ ገጽ ላይ ያስወግዱ።
የማተሚያውን ክፍል ማገጣጠም፡- በሥዕላዊ መግለጫው (ምስል 3) እንደሚታየው የማተሚያውን ክፍል በኬብሉ ውጫዊ መሪ በኩል ይከርክሙት።
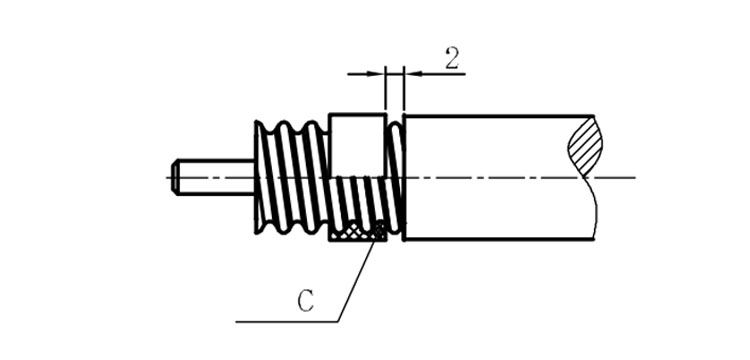
የኋላውን ፍሬ መሰብሰብ (ምስል 3)።
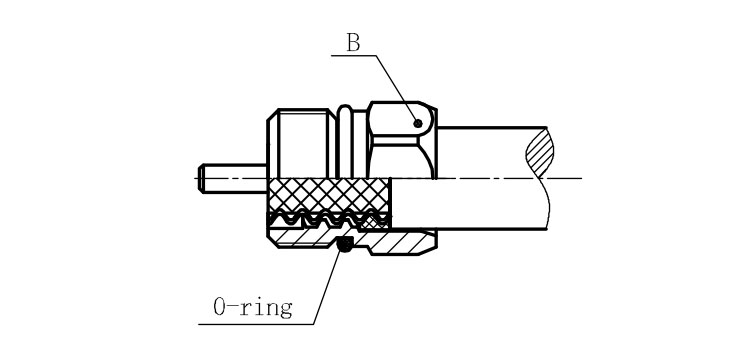
በሥዕላዊ መግለጫው ላይ እንደሚታየው የፊት እና የኋላ ነት በሹራብ በማጣመር ያዋህዱ (ምስል(5)
1. ከመቧጨርዎ በፊት በኦ-ቀለበቱ ላይ የቅባት ንብርብር ይቀቡ።
2. የኋላውን ፍሬ እና ገመዱ እንቅስቃሴ አልባ ያድርጉት፣ ዋናውን የሼል አካል በጀርባው ቅርፊት አካል ላይ ይሰኩት። የዝንጀሮ መፍቻ በመጠቀም የኋላ ቅርፊቱን ዋና ቅርፊት አካል ይከርክሙት። መገጣጠሙ ተጠናቅቋል።
መልእክትዎን እዚህ ይፃፉ እና ይላኩልን




